
摘span>要:本文主要介紹摩托車子午線輪胎二段成型機的概況、摩托車子午線輪胎與普通載重子午線輪胎的工藝變化點、相應的解決方案以及未來設備的技術發展趨勢。
關鍵詞:冠帶張力span>排線span>同步span>運動控制
1 設備概況
輪胎成型機是制造輪胎胎胚的專用機械。外胎成型是輪胎生產過程中很重要的工序。成型過程可以看作是外胎各零部件的組裝過程,它在很大程度上決定著外胎的質量。
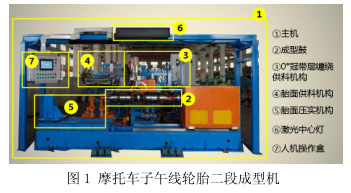
子午線輪胎的成型方法有兩種,即一次法成型和二次法成型。目前國內外輪胎制造商的載重子午線輪胎或轎車子午線輪胎的成型工藝都是采用一次法成型或者二次法成型。本文介紹一種采用二次法成型生產高檔摩托車子午線輪胎的專用設備。該設備機、電、氣一體化高度集中,自動化程度高、操作方便、成型質量高,適用于不同規格摩托車子午線輪胎的成型,性價比高(見圖 1)。
2 摩托車子午線輪胎工藝需求變化點
span>相比卡車、轎車載重輪胎,摩托車輪胎的胎面為弧面狀(見圖 2)。基于外形由平面加工工藝變成了曲面加工工藝的需要,OMRON 對原有輪胎成型機控制技術進行了全面的升級。下面介紹在研發過程中幾個核心設備需求變化點,以及相應的 OMRON 技術解決方案。

3 ORMON 提供的核心技術價值
span>3.1 設備需求變化一:曲面 0°冠帶纏繞排線控制技術
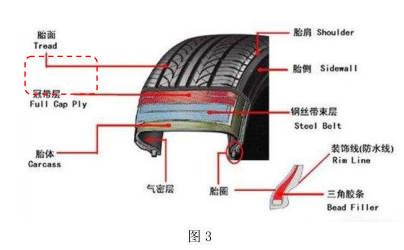
span>冠帶層(見圖 3)是輪胎重要組成部分,主要作用是加固(固定)帶束層鋼絲切頭部位,防止受力時發生結構變化,以便取得更好的 RFV LFV CON 等性能,同時可減少硫化時胎肩處結構的變化及漏鋼絲現象。按復合方式分為纏繞和帶式搭接兩種形式。帶式搭接方式控制難度低,缺點是有接頭,影響均勻性。纏繞方式是以一定寬度的簾線均勻纏繞,相比帶式搭接方式,剛性好,均勻性好、可以節省燃油約 20%左右,增加了胎體強度等。新研發的摩托車子午線輪胎二段成型機采用的是纏繞方式。
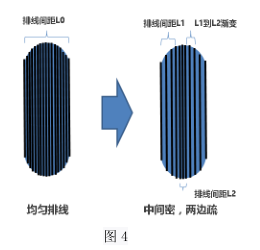
與一般載重輪胎一樣,摩托車同樣需要冠帶層,但是與一般載重輪胎相比,摩托車輪胎對冠帶層的纏繞實現提出了新的課題——曲面纏繞技術。由于摩托車輪胎使用場合與一般載重輪胎有區別,尤其在車輛過彎時,一般載重輪胎是表面均勻受力,而摩托車由于輪胎表面曲面弧度關系,受力是不均勻的,針對這樣的使用場合的變化,客戶提出對冠帶層纏繞提出了新的纏繞工藝要求:纏繞的冠帶輪胎兩側密度小,中間部分密度大(見圖 4)。
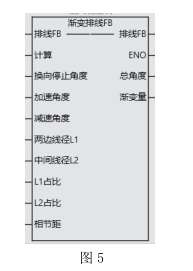
應對這樣的技術需求變化,我們對原機械結構和電控算法均進行了調整,機械部分將原水平排線機械結構更改為旋轉排線機械機構,電控算法方面 OMRON 對原有的排線 FB 進行了技術升級滿足新的排線需求。
span>升級后的 FB 如圖 5 所示。通過新增加的參數(兩邊線徑 L1 中間線徑 L2、L1 占比和 L2 占比),實現對不同曲面輪胎漸變排線的工藝需求。同時只需要將兩邊線徑 L1 和中間線徑 L2 設置成一樣就可以滿足一般載重輪胎的均勻排線工藝要求。
span>3.2 設備需求變化二:曲面 0°冠帶纏繞張力控制技術
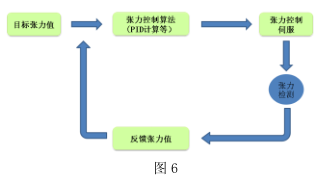
span>曲面纏繞的需求同樣帶來了另外一個課題——纏繞張力控制。一般載重輪胎生產時也有對冠帶纏繞時的張力控制方案,由于成型鼓側在冠帶纏繞時,纏繞卷徑基本不變(一般由 HMI 參數輸入),所以纏繞時冠帶的線速度基本穩定,且一般采用如圖 6 所示的張力控制方案。
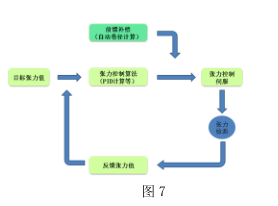
span>針對摩托車輪胎曲面纏繞技術特點,OMRON 對原有控制方案進行了微調,新的控制方案如圖 7所示。在程序處理中增加了成型鼓卷徑計算處理,并作為前饋控制量疊加到原有的張力反饋系統中,從而提高整個張力系統的響應性。
span>利用上述核心技術課題的解決,最終實現了曲面纏繞的技術瓶頸的攻克,實際纏繞效果見圖 8和圖 9。

span>4 OMRON 整體方案介紹
span>OMRON 針對摩托車輪胎成型機上述的工藝特點以及綜合設備其他需求如:設備占地面積大、控制點分散、控制精度要求高等。最終推薦客戶使用了 OMRON 最新的控制系統——SYSYMAC 平臺。圖10 為設備的整體控制方案圖。
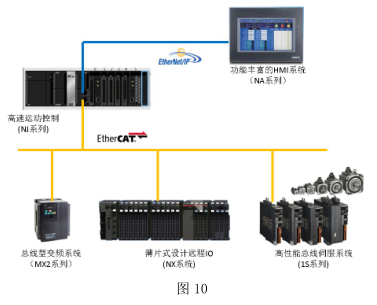
圖 10 中的 SYSMAC 平臺包括高速運動控制(NJ 系列)、高性能總線伺服系統(1S 系列)、薄片式設計遠程 IO(NX 系統)、總線型變頻系統(MX2 系列)、功能豐富的 HMI 系統(NA 系列)和多樣化的傳感系統(光纖、光電、接近等)。
span>小到一個傳感器、大到主控制器和電機等,在這個設備的任何角落你都可以發現 OMRON 產品的LOGO,OMRON 強大的 SYSMAC 平臺可以完美應對各種功能需求。
span>基于 SYSMAC 平臺以及相關產品的豐富功能和強大性能,使得 OMRON 能夠在瞬息萬變的市場大環境下,作出快速的方案應對和實施,協助客戶短時間內完成摩托車子午線輪胎二段成型機的研發。
span>同時不僅在硬件產品上協助客戶完成了設備的研發,OMRON 利用全球技術共享和行業經驗在軟件應用上也為客戶提供了最新控制理念和控制技術去滿足不斷變化的行業課題和需求。較目前市場主流的子午線輪胎二段成型機,新研發的摩托車子午線輪胎二段成型機提出了新的技術需求,OMRON在第一時間進行了課題研究和對應,快速滿足新的技術需求,確保了設備短時間內順利研發成功。
span>5 未來發展技術展望
span>摩托車子午線輪胎二段成型機業已順利研發成功,該設備填補了國內 10″~18″span>摩托車子午線輪胎成型機市場的空白。同時在研發過程中我們也在不斷與設備制造商探討該設備未來發展的趨勢,并根據這些趨勢提出了 OMRON 在控制技術上假設性提案。
span>5.1 設備未來發展趨勢一:多類型曲面的冠帶纏繞技術需求
span>目前設備采用單伺服排線(一個旋轉伺服),如果排線伺服與輪胎弧面無法軌跡吻合就會對排線效果產生較大影響,因此將單伺服排線升級為三伺服排線(水平軸、旋轉軸和升降軸),同時配合全新的傳感技術,通過智能學習等功能,實現纏繞曲面軌跡自學習,這將是該設備未來的一個技術發展趨勢。
span>5.2 設備未來發展趨勢二:曲面成型鼓漲縮鼓技術升級需求
span>曲面成型鼓采用 A、B 瓦漲縮鼓(氣動)形式完成,氣動元件的穩定性和機械結構的精度都會對漲縮鼓的可靠性產生很大影響,因此未來通過優化機械結構,導入伺服等高精度的電控方案,利用伺服等高精密電機以及運動控制器的同步算法可以大大提高漲縮鼓的效果和穩定性。
span>6 總結
span>OMRON 非常有幸參與此次設備研發的全過程,依托多年的自動化行業的應用經驗以及 SYSMAC 平臺的最新硬件性能和軟件功能,在短時間內完成了摩托車子午線輪胎二段成型機的研發。
/span>
/span>
/span>