四輥壓延機(jī)厚度控制及測(cè)量探討
摘要:本文主要介紹兩用壓延機(jī)的基本構(gòu)成和壓延厚度控制的原理,具體闡述膠片和簾布厚度測(cè)量的主流方法,通過(guò)厚度控制策略,實(shí)現(xiàn)輥距和軸交叉的調(diào)節(jié),確保簾布厚度均勻穩(wěn)定,提高壓延裝置的使用效率,節(jié)省天然膠用量。
1 四輥壓延機(jī)介紹
壓延機(jī)是對(duì)混煉好的橡膠進(jìn)行壓實(shí)、延展的機(jī)器,在橡膠塑料機(jī)械中壓延機(jī)屬于重型高精度機(jī)械。橡塑加工在1880年就開(kāi)始應(yīng)用S型四輥壓延機(jī)了。在輪胎生產(chǎn)過(guò)程中,纖維或鋼絲壓延機(jī)是關(guān)鍵設(shè)備之一。因?yàn)閮捎脡貉訖C(jī)具有規(guī)格大、輥速快、半制品精度高、自動(dòng)化水平高的優(yōu)勢(shì),所以近年來(lái)橡塑行業(yè)應(yīng)用比較多,從而有力地促進(jìn)了該類設(shè)備的發(fā)展。
2 四輥壓延機(jī)結(jié)構(gòu)
壓延機(jī)主要由輥筒、輥筒軸承、機(jī)架、調(diào)距裝置、傳動(dòng)系統(tǒng)、潤(rùn)滑系統(tǒng)、輥溫調(diào)節(jié)裝置、安全裝置、控制系統(tǒng)及附屬裝置等組成。
2.1輥筒及軸承
壓延機(jī)的輥筒是主要的工作零件。在壓延生產(chǎn)過(guò)程中,輥筒受橫壓力及其它作用力影響會(huì)產(chǎn)生撓度變形,補(bǔ)充輥筒彈性變形的方法為軸交叉和反彎曲調(diào)整法。軸承是支承輥筒正常運(yùn)轉(zhuǎn)的部件。壓延機(jī)輥筒在生產(chǎn)過(guò)程中,輥筒所受外力和輥筒的重量都要由輥筒兩端的軸承來(lái)承受。
2.2機(jī)架
機(jī)架是壓延機(jī)的骨架,由底座、橫梁和機(jī)架組成,支撐其它零件承受壓延負(fù)荷的作用。機(jī)架本體通常采用灰鑄鐵鑄造,灰鑄鐵鑄造的機(jī)架強(qiáng)度較高、減震性能好。機(jī)架在鑄造或焊接完成后要進(jìn)行退火或人工時(shí)效或自然時(shí)效處理,以消除內(nèi)部應(yīng)力,防止在加工過(guò)程中或加工完成后產(chǎn)生變形。
2.3 調(diào)距與軸交叉裝置
壓延機(jī)的調(diào)距裝置是調(diào)整各輥筒間隙的裝置,是控制壓延制品厚度的最主要的機(jī)構(gòu)。輥筒軸交叉裝置是壓延機(jī)上常用的補(bǔ)償輥筒撓曲變形一種機(jī)構(gòu)。調(diào)距裝置和軸交叉裝置以液壓系統(tǒng)為主,液壓系統(tǒng)通過(guò)調(diào)整液壓油液位實(shí)現(xiàn)驅(qū)動(dòng)力的穩(wěn)定,確保調(diào)節(jié)系統(tǒng)的高精度操作。
2.4 擋膠板和劃氣泡裝置
壓延機(jī)的喂料輥縫處設(shè)有擋膠板裝置,這是一組緊貼輥面并可以沿輥面進(jìn)行左右移動(dòng)的機(jī)構(gòu),其作用是保持物料在擋料板所限定的寬度范圍內(nèi)進(jìn)行加工;防止輥縫中的物料向輥筒端面溢出。
膠料在壓延過(guò)程中難免混入空氣,遇熱膨脹形成氣泡,如不及時(shí)清除將影響簾布貼膠質(zhì)量。為消除氣泡,一般在壓延機(jī)的貼合輥上裝有劃氣泡裝置,將輥筒上的膠面劃破,使氣體散出。
3 壓延厚度控制及影響因素
四輥壓延機(jī)從上往下編號(hào)為:1#輥、2#輥、3#輥、4#輥,其中1#輥和2#輥壓出上膠片,3#輥和4#輥壓出下膠片,2#輥和3#輥將上下膠片壓貼為簾布,中間夾層為纖維或鋼絲。3#輥為定軸轉(zhuǎn)動(dòng),其它三個(gè)輥筒為軸心可動(dòng),輥筒兩端帶有調(diào)距傳動(dòng)裝置。
橡膠制品厚度由三種方式來(lái)調(diào)整:(1)調(diào)距裝置為機(jī)械傳動(dòng),利用蝸輪蝸桿和絲杠絲母調(diào)整各輥筒間隙,是控制壓延制品厚度的最主要的機(jī)構(gòu);(2)軸交叉裝置為機(jī)械傳動(dòng),采用蝸輪蝸桿、絲杠絲母和液壓油缸,用于精調(diào)(或微調(diào));(3)預(yù)彎曲(反彎曲)裝置為液壓傳動(dòng),用于精調(diào)(或微調(diào))。
3.1 厚度控制原理
生產(chǎn)過(guò)程中如果膠片的厚度超出上下限或出現(xiàn)楔形(一端厚一端薄),優(yōu)先手動(dòng)調(diào)整調(diào)距裝置。分別啟動(dòng)1#、2#、4#輥兩端的調(diào)距電機(jī),壓延機(jī)調(diào)距裝置結(jié)構(gòu)形式如圖1所示。
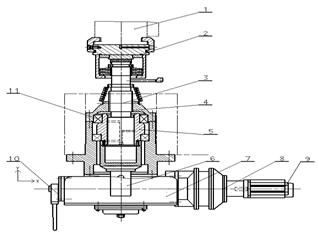
1.軸承體;2.橫梁;3螺桿;4.壓蓋;5.螺母;6.內(nèi)齒套
7.蝸桿減速機(jī);8.減速機(jī);9.電機(jī);10.棘輪扳手 11.滾動(dòng)軸承
圖1 壓延機(jī)調(diào)距裝置
生產(chǎn)過(guò)程中如果出現(xiàn)膠片中間厚兩端薄,則調(diào)整軸交叉裝置和預(yù)彎曲裝置。軸交叉裝置安裝在1#與4#輥筒軸承體上,當(dāng)輥筒因負(fù)載而產(chǎn)生變形,膠片出現(xiàn)兩端薄中間厚時(shí),調(diào)節(jié)交叉裝置來(lái)進(jìn)行一定補(bǔ)償。預(yù)彎曲裝置是在輥筒兩端的主軸承外側(cè)增加額外的輔助軸承,由油缸提供一個(gè)外力使輥筒產(chǎn)生少量的彎曲變形,以補(bǔ)償輥筒在工作載荷作用下產(chǎn)生的撓度。
3.2厚度影響因素及控制方法
實(shí)際生產(chǎn)過(guò)程中影響厚度的因素主要有以下幾種:⑴由于調(diào)距裝置和軸交叉裝置均采用機(jī)械傳動(dòng),裝置控制中存在反向間隙;⑵生產(chǎn)過(guò)程中輥筒偏心、軸承磨損、輥筒溫度變化和輥筒磨損;⑶生產(chǎn)過(guò)程中膠料配方的變化(粘度的變化)、預(yù)熱工序的溫度的變化率、簾線品種規(guī)格的變化、喂料擺膠的變化和生產(chǎn)線速度的變化等。
壓延機(jī)厚度2#輥和3#輥壓出貼出簾布(中間夾層為鋼絲或簾子布),簾布表面為凹凸不平,測(cè)量厚度須經(jīng)過(guò)濾波平均算法才能得出厚度趨勢(shì)曲線,通過(guò)控制2#輥(微調(diào))的調(diào)距裝置實(shí)現(xiàn)簾布厚度穩(wěn)定。軸交叉和預(yù)彎曲裝置不要經(jīng)常調(diào)節(jié),這兩裝置存在機(jī)械間隙的反動(dòng)慣量,變化的形狀為不規(guī)則弧形,兩套裝置一般為操作主手人為控制,設(shè)備使用2-3個(gè)月或大修開(kāi)機(jī)后手動(dòng)調(diào)節(jié),如果控制系統(tǒng)自動(dòng)調(diào)節(jié),產(chǎn)生不合格品會(huì)非常多。
膠片的厚度偏差有短期影響因素和長(zhǎng)期影響因素,短期因素有不可控特質(zhì),一般在設(shè)備開(kāi)機(jī)預(yù)熱或更換規(guī)格時(shí)發(fā)生,包括輥筒溫度的劇烈變化、短期速度變化率大和輥筒跳動(dòng)等因素,一般為3分鐘左右。長(zhǎng)期因素為可控因素,在壓延設(shè)備運(yùn)行穩(wěn)定后,速度的小幅度變化、簾線規(guī)格的變化、環(huán)境變化、溫度的微調(diào)和壓延機(jī)的動(dòng)力裝置的變化,壓延機(jī)運(yùn)行期間長(zhǎng)期因素一直存在。有效的厚度控制系統(tǒng)必須在壓延主機(jī)運(yùn)行穩(wěn)定后再投入自動(dòng)運(yùn)行,避免在不可控期間運(yùn)行自動(dòng)策略,減少不合格品的數(shù)量。通過(guò)自動(dòng)調(diào)整壓延機(jī)輥筒調(diào)距裝置,可以控制長(zhǎng)期因素,修正左右兩個(gè)點(diǎn)的厚度偏差;通過(guò)手動(dòng)控制軸交叉裝置和預(yù)彎曲裝置,可以實(shí)現(xiàn)膠片橫向厚度偏差,確保中間點(diǎn)和左右兩點(diǎn)的厚度相同。
厚度控制系統(tǒng)的目標(biāo)是保證膠片的厚度穩(wěn)定均勻,必須準(zhǔn)確表達(dá)設(shè)備當(dāng)前的運(yùn)行狀態(tài)。厚度控制系統(tǒng)提供輥筒溫度、線速度、膠片厚度、簾布寬度和簾布的長(zhǎng)度等工藝數(shù)據(jù),提供良好的可視界面,操作人員依據(jù)工藝數(shù)據(jù)可以正確的做出在線質(zhì)量控制決定,使操作人員成為質(zhì)量管理者。厚度控制系統(tǒng)采用滑動(dòng)平均法計(jì)算制品的厚度,采用自動(dòng)目標(biāo)優(yōu)化策略實(shí)現(xiàn)膠片厚度的自動(dòng)控制。自動(dòng)目標(biāo)優(yōu)化策略通過(guò)控制調(diào)距裝置,對(duì)輥筒間隙、凸度、交叉度進(jìn)行微調(diào),確保膠片厚度落在目標(biāo)區(qū)間內(nèi)。
4 厚度測(cè)量類型及特點(diǎn)
目前壓延機(jī)配套的測(cè)厚裝置,其工作原理不外空氣法、β射線、渦流激光三種方式。常用的空氣法和β射線測(cè)厚裝置為國(guó)際品牌,一般與壓延機(jī)配套生產(chǎn);渦流激光測(cè)厚裝置為國(guó)內(nèi)自主研發(fā),以壓延測(cè)厚改造為主,2014年已經(jīng)成功配套科米尼奧壓延機(jī)(新安裝)使用,整體設(shè)計(jì)與設(shè)備控制中均已達(dá)到國(guó)內(nèi)外先進(jìn)水平。
4.1 空氣法測(cè)厚
空氣法測(cè)厚由兩部分組成——電磁測(cè)量和空氣測(cè)量。電磁可以測(cè)出傳感器到金屬表面的距離,空氣測(cè)量出到非金屬的膠片之間距離,二者之差就是被測(cè)的膠片厚度。空氣為8 kg動(dòng)力風(fēng),在被測(cè)物厚度尺寸發(fā)生變化時(shí)引起氣體噴頭前的氣隙變化,使得氣隙傳感器的內(nèi)部壓力變化,由氣電轉(zhuǎn)換傳感器感應(yīng)其變化,并將其轉(zhuǎn)換為相應(yīng)的電壓或電流信號(hào)值,反饋到控制系統(tǒng)中,經(jīng)二次計(jì)算得出實(shí)際測(cè)量值。傳感器在測(cè)量物表面通過(guò)步進(jìn)電機(jī)拖動(dòng)來(lái)回掃描,電磁探頭和空氣探頭實(shí)時(shí)測(cè)量。
空氣法測(cè)厚測(cè)量精度高,測(cè)厚誤差僅為0.005mm,在同類產(chǎn)品中精度最高。測(cè)厚探頭每40分鐘回基點(diǎn)自動(dòng)較準(zhǔn)一次,減少人工操作。測(cè)厚系統(tǒng)控制算法可以自學(xué)習(xí),用戶可將一段時(shí)期內(nèi)的控制流程下載到系統(tǒng)中,系統(tǒng)自動(dòng)記錄用戶的控制策略,形成自適應(yīng)的控制邏輯,自動(dòng)執(zhí)行控制流程。空氣法測(cè)厚裝置使用動(dòng)力壓縮空氣測(cè)量厚度,壓延機(jī)產(chǎn)生的膠煙和高溫對(duì)測(cè)量精度沒(méi)有影響。
空氣測(cè)厚為非接觸掃描測(cè)量,只能控制左右兩個(gè)輥距電機(jī),保證左右兩邊的厚度,如果控制軸交叉裝置,簾布厚度超標(biāo)非常多,不合格品長(zhǎng)度無(wú)法保證。空氣測(cè)厚需要清潔純凈的壓縮空氣,必須經(jīng)常清理空氣裝置探頭,設(shè)備使用和保養(yǎng)要求較高。空氣測(cè)厚系統(tǒng)中多為意大利原產(chǎn)的控制板和高精度機(jī)加工件,設(shè)備一旦發(fā)生故障,設(shè)備維修周期長(zhǎng),目前在國(guó)內(nèi)沒(méi)有固定的售后維修機(jī)構(gòu),需要意大利原廠工程師赴現(xiàn)場(chǎng)解決,費(fèi)用較高。
4.2 β射線測(cè)厚
射線測(cè)厚利用β射線在穿透物質(zhì)時(shí)能量被吸收的原理進(jìn)行測(cè)量。射源與探測(cè)器位于被測(cè)物同一邊,射線穿過(guò)被測(cè)物經(jīng)輥筒反射后再被探測(cè)器(電離室)接收,射線進(jìn)入電離室內(nèi),電離室內(nèi)氣體被電離,輸出電離電流經(jīng)過(guò)放大器放大,轉(zhuǎn)變?yōu)殡娦盘?hào),由控制系統(tǒng)接收,二次運(yùn)算得出被測(cè)物厚度。
射線測(cè)厚可以選擇掃描或固定式測(cè)量,測(cè)量精度為0.01mm,需要定期手動(dòng)標(biāo)定,可控制上下膠片左右兩邊和中間厚度。控制算法中采用特征控制和自適應(yīng)控制算法兩種,引入壓延速度做為加減速補(bǔ)償。鋼絲簾布因膠中有鋼絲,射線不易穿透鋼絲,測(cè)量不穩(wěn)定,只能加大射線強(qiáng)度,因此對(duì)于防護(hù)裝置要求較高。β射線與物質(zhì)的密度成比例,安裝在簾布卷取前可測(cè)量簾布的重量,二次計(jì)算后可以得出每卷簾布的覆膠量,對(duì)于評(píng)估材料的投入產(chǎn)出意義很大。
射線測(cè)厚系統(tǒng)投入運(yùn)行前必須取得當(dāng)?shù)丨h(huán)評(píng)的許可,生產(chǎn)維護(hù)人員需要安全培訓(xùn),佩戴劑量吸收筆,定期監(jiān)測(cè)射線泄漏劑量,確保安全生產(chǎn)。射源在使用過(guò)程中有能量衰減,需要定期標(biāo)定和能量調(diào)節(jié),通過(guò)加大電離放大器的高阻阻值,確保測(cè)量精度。射源在當(dāng)?shù)丨h(huán)評(píng)備案后,一旦設(shè)備需要報(bào)廢或拆除,射源的保存必須經(jīng)環(huán)評(píng)部門批準(zhǔn),因?yàn)樯湓窗胨テ趦?nèi)對(duì)環(huán)境和人體損害很大,需要專業(yè)方法處理。
4.3 渦流激光測(cè)厚
渦流激光測(cè)厚由兩部分組成——電渦流測(cè)厚和和激光測(cè)厚。電渦流傳感器測(cè)量上下膠片厚度,電渦流傳感器的體積小、安裝方式簡(jiǎn)單,可滿足壓延機(jī)壓延輥之間空間有限的現(xiàn)場(chǎng)情況。激光傳感器測(cè)量簾布厚度,采用兩只傳感器對(duì)射掃描測(cè)量。
電渦流傳感器通電工作時(shí)產(chǎn)生高頻電流,高頻電流通過(guò)繞組線圈所產(chǎn)生的磁場(chǎng),磁場(chǎng)感受壓延輥筒位置的變化,將變化的位置轉(zhuǎn)換成電壓或電流。電渦流傳感器定點(diǎn)測(cè)量,在生產(chǎn)過(guò)程中輥距調(diào)節(jié)引起輥筒位置變化時(shí),傳感器總成自動(dòng)調(diào)節(jié)保證滾輪始終與被測(cè)物緊密接觸,傳感器輸出隨被測(cè)物厚度的變化成線性輸出,通過(guò)零點(diǎn)和實(shí)測(cè)值二次計(jì)算出膠片的厚度。渦流測(cè)量不受油、灰塵、油污、高溫影響。傳感器帶有屏蔽,安裝不需要考慮受到金屬電磁干擾。傳感器總成接觸膠片表面,輥輪表面經(jīng)高精度特殊工藝處理,對(duì)于PCR和TCR的膠片均無(wú)粘連附著。
激光測(cè)厚技術(shù)是依據(jù)激光傳感器測(cè)距原理延伸而來(lái)的功能應(yīng)用。其測(cè)量原理是:由伺服電機(jī)帶動(dòng)上下一對(duì)相對(duì)位置同步的激光傳感器做往復(fù)運(yùn)動(dòng),激光傳感器根據(jù)被測(cè)物表面高度變化,通過(guò)幾何計(jì)算出測(cè)物厚度值。
渦流測(cè)厚精度為0.01mm,激光測(cè)厚精度為0.02mm。渦流測(cè)厚校準(zhǔn)由標(biāo)準(zhǔn)校準(zhǔn)塞尺完成,激光傳感器校準(zhǔn)由標(biāo)準(zhǔn)校準(zhǔn)塊、標(biāo)準(zhǔn)厚度板完成。激光測(cè)厚系統(tǒng)配備標(biāo)準(zhǔn)量塊,每次掃描到末端,系統(tǒng)自動(dòng)標(biāo)定,消除機(jī)械間隙誤差;同時(shí)配備恒溫防膠煙裝置,使傳感器處于正常工作環(huán)境中,確保測(cè)量精度。
膠片左右兩點(diǎn)厚度可調(diào)節(jié),系統(tǒng)自動(dòng)控制1#、4#輥?zhàn)笥覂蓚€(gè)輥距電機(jī),通過(guò)PI算法和補(bǔ)償策略保證膠片和簾布厚度縱向均勻。膠片與簾布的厚度橫向穩(wěn)定通過(guò)操作主手人為調(diào)節(jié)(軸交叉和預(yù)彎曲),系統(tǒng)提供厚度實(shí)時(shí)測(cè)量值做為參考依據(jù)。渦流激光測(cè)厚系統(tǒng)核心傳感器為德國(guó)品牌,所有元件均為國(guó)內(nèi)外標(biāo)準(zhǔn)產(chǎn)品,備件易于購(gòu)買,維修成本低。
5 結(jié)束語(yǔ)
隨著壓延生產(chǎn)線制造水平的不斷提高,壓延制品精度滿足工藝要求已不是問(wèn)題,控制制品厚度在下限區(qū)域,節(jié)約膠料成本,每年可為用戶創(chuàng)造很大的利潤(rùn)空間,所以安裝制品厚度在線檢測(cè)、控制系統(tǒng)是勢(shì)在必行。隨著市場(chǎng)對(duì)輪胎品質(zhì)的要求不斷提高,對(duì)半成品的過(guò)程檢測(cè)和控制也越來(lái)越受到生產(chǎn)企業(yè)的重視。
(張占興 張傳照)
(北京沃華創(chuàng)新科技有限公司;安徽佳通輪胎有限公司)